Commissioning 2026
Production & Technology
Engineered to deliver consistent quality at scale
Production Infrastructure
The facility is built around advanced automation and quality control systems. Currently under development, the infrastructure is designed for export-grade production with complete operational traceability.
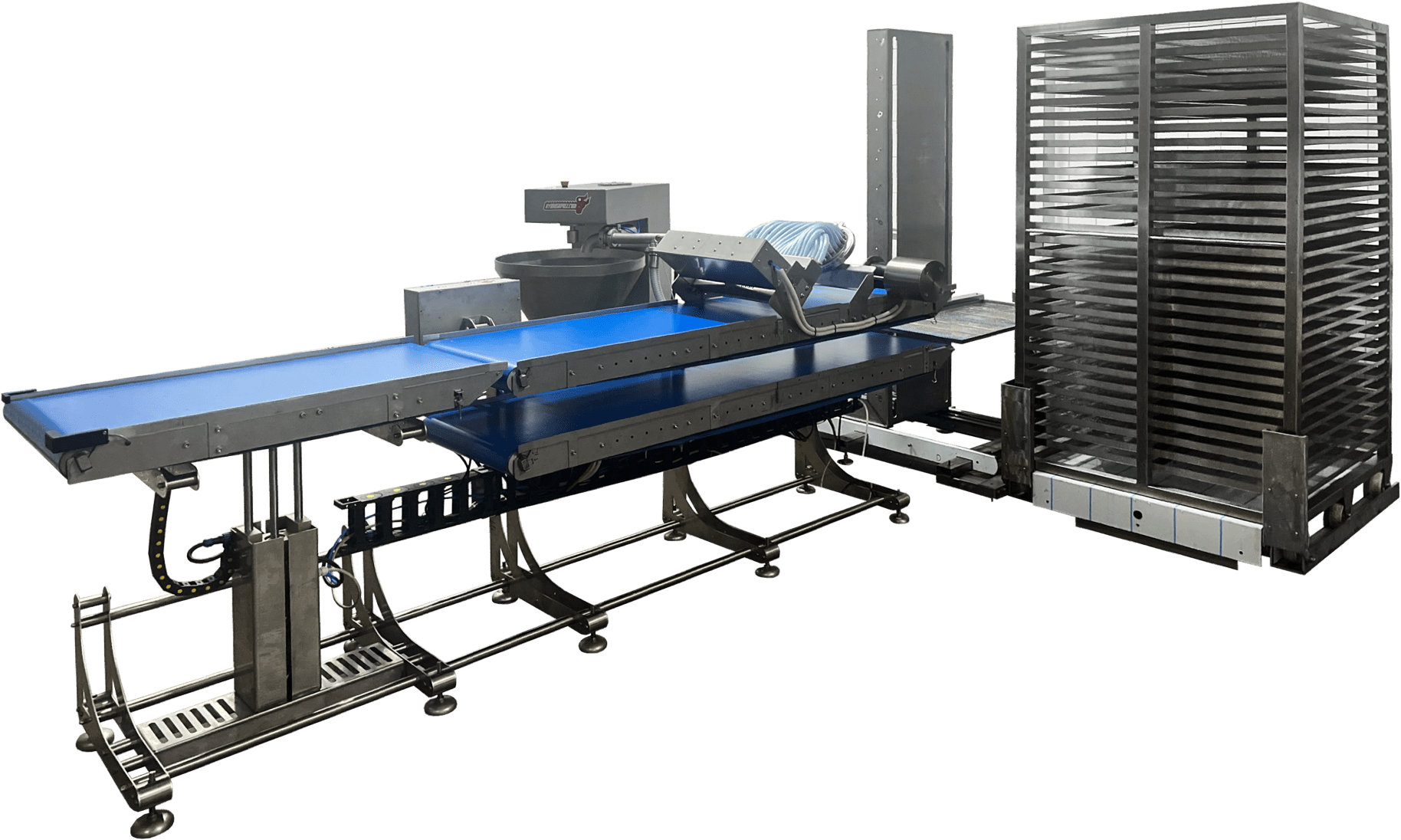
Automation Systems
Robotic processing lines designed for precision and consistency across all production stages.
Full Traceability
Designed for complete supply chain visibility from raw material intake through distribution.
Cold Chain Excellence
Temperature-controlled environments engineered to maintain product integrity throughout processing.
Quality Laboratory
On-site testing facilities designed for comprehensive physical, chemical, and microbiological analysis.

Audit-Ready Quality Framework
The facility is designed around BRCGS and IFS compliance requirements, positioning OLI FOODS for immediate certification upon operational commencement.
Food safety protocols are integrated into facility design, from hygienic zoning through contamination prevention systems. Quality control checkpoints are built into every processing stage.
BRCGS Compliance: Facility designed to meet AA+ grade requirements
IFS Standards: Infrastructure aligned with International Featured Standards
Digital Systems: Blockchain-ready traceability for complete audit transparency
Processing Capabilities
Built around modular processing architecture, the facility is engineered to handle multiple product lines with consistent quality output.
Automated Processing Lines
Robotic systems designed for precise handling, reducing contamination risk while maintaining throughput efficiency. Temperature monitoring integrated throughout all processing stages.
Packaging & Distribution
Packaging systems engineered for export requirements with full labeling compliance capabilities. Cold storage designed for optimal product preservation through distribution.